
Innehåll
- Språket för maskinteknik
- Grundläggande formdesign och byggterminologi
- Stämplingspress
- Tryck på Stroke
- Die storlek
- Gjutgods
- Die detalj
- Fräsning och bearbetning
- Core Design
- Tom ritning
- Trim Die
- Trimstål
- Pierce utrustning
- Die Cam
- Frågor
Jason Marovich var anställd som föredragande och CAD-operatör 1990 - 2005 inom fordonsindustrin.

Språket för maskinteknik
Det finns ett slags pseudospråk som utvecklats inom metallstämplingsindustrin. För lekmannen har det inte blivit upplyst om hur plåtdelar tillverkas, att lyssna på någon som pratar om det kan vara som att lyssna på någon som talar ett främmande språk.
Den här guiden skrevs för att hjälpa dem som vill veta vad ingenjörer och fabriksarbetare pratar om när de diskuterar stansning av plåt och maskinerna som utför stansning, formning, trimning, flänsning, genomträngning och återstansning av plåt.
Die engineering är ett av de hantverk som tar år att förstå. Åtminstone en grov kunskap om metallurgi, trycksystem, stålbearbetning och järngjutning är alla verktyg som formgivare och byggare har.
Datorteknik har gett lekmannen ett sätt att se tredimensionella modeller av stanspressar och dörrar. Dessa program för virtuell design är avgörande för att andra ska kunna följa en form genom de olika faserna i dess design och konstruktion. Men om du inte har någon aning om vilka komponenter du tittar på eller vilket syfte de tjänar, har du problem med att följa någons förklaringar av maskinen, helt enkelt för att så många av namnen och orden som används inom maskinteknik inte är kända för person som inte har haft långvarig exponering för metallstämplingsindustrin.
För en ännu mer grundläggande introduktion till stansning av plåt i bilindustrin, vänligen läs "Stämplattformar: En grundläggande förklaring till stansstansar av metall. "Den här guiden är utformad för att hjälpa människor att förstå de mest grundläggande begreppen för hur en bildel av plåt går från koncept till produktion och fungerar som en pedagogisk inledning till den här artikeln.
Grundläggande formdesign och byggterminologi
Följande termer är i användbar ordning; de beordras för att hjälpa någon som inte känner till mekaniska formtyper och deras användning som verktyg för att tillverka stansade metalldelar.
Stämplingspress
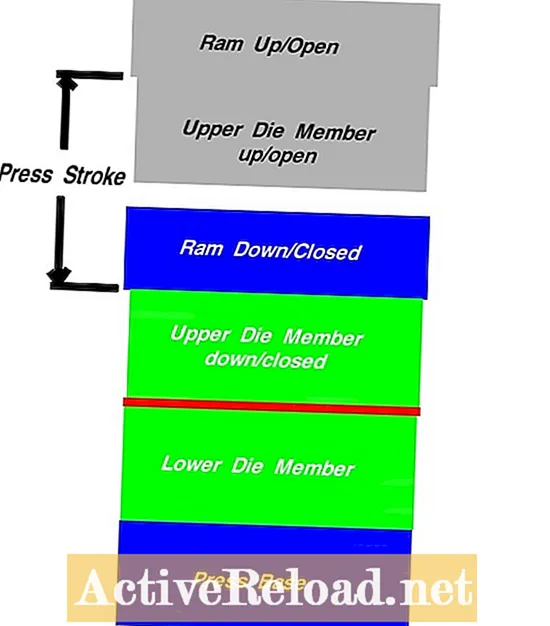
Det här är maskinen som en färdig formuppsättning fäster vid. Botten på en press, eller basen, är stillastående. Den övre stammen rör sig upp och ner och ger det tryck som krävs för att bilda eller hålla metallplattan på den nedre halvan av formen, som är monterad på den stationära basen. Det övre formelementet är monterat på kolven och rör sig därmed upp och ner med det.
Tryck på Stroke
Pressens kolv fortsätter nedåt tills det övre munstycket stängs på det nedre munstycket. Kolven återvänder sedan upp, öppnar munstycket och låter den färdiga delen tas bort. Ett nytt ämne placeras sedan i munstycket. Varje upp- och nedcykel utförs enligt samma specifikationer beroende på typen av press. Avståndet som kolven färdas antingen uppåt eller nedåt är tryckslaget.
Större pressar har vanligtvis ett större tryckslagavstånd. En annan viktig faktor för pressslag är stroke per minut. Olika pressar har olika hastighetsvariationer, och två faktorer, tryckslagavstånd och pressslag per minut, beaktas noggrant innan formgivarna börjar arbeta på matriserna som monteras på pressvagnen och kolven.
Die storlek
Dessa dimensioner avser vanligtvis de övre och nedre plattorna - resten av dynans komponenter är monterade på. Dessa är antingen formstycken gjorda av stål eller skor av gjutjärn. Järn är billigare än stål, så om det krävs en stor form, är det mer än troligt att det är gjort av järn. Mindre matrisuppsättningar är gjorda av stål och säljs ofta som kompletta matrisuppsättningar med styrstift och monteringshål eller medföljande hål. Måtten på en form inkluderar total (o.a.) formstorlek och formstorlek. Om en övre järnsko är 50 mm tjock och 1200 mm lång och 800 mm lång skulle dimensionerna se ut så här: 50 x 1200 x 800. Gjutformar kan enkelt utformas till alla storlekar medan stålformsatser säljs i olika storlekar. rätt kan ibland visa sig vara en utmaning.
Gjutgods
När ett beslut har fattats att utforma en form av järn kallas formen av gjutgods. Detta inkluderar inte standardartiklar som stansar eller säkerhetsblock, som normalt är tillverkade av stål. Järngjutgods är oavslutad metall som kan bearbetas på olika platser där en ren yta krävs (dvs. en monteringsyta).
Vid utformning av gjutgods krävs att ingenjören tar hänsyn till vikt, väggstyrka, kärnstorlek och kostnad. När en gjutningsdesign är godkänd dras den eller separeras den från den övergripande designen och får sin egen datorfil. Denna fil skickas till ett gjuteri där järn hälls enligt de exakta specifikationer som de har fått av designkällan. När järnet svalnar är en grovkastning av den tredimensionella designen redo för vidare arbete av maskinister.
Die detalj
Dessa är normalt gjutgods som dras från den övergripande designen, såsom beskrivits ovan. Men de kan inkludera stålkomponenter. Närhelst en ritning eller en 3D-modell hjälper byggare att bättre se eller förstå en design, kan ett byggföretag be om separata lager eller filer som gör det möjligt för dem att titta på alla större formkomponenter separat. En övre munstycke skulle till exempel gjutas och bearbetas av material (filer, ritningar) som visade den inte bara som den satt i formen utan också separat.
Fräsning och bearbetning
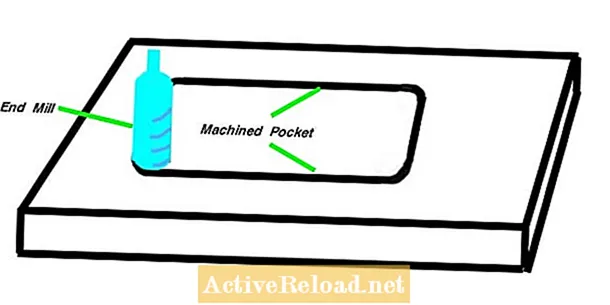
Handlingen att avsluta en yta kallas bearbetning. Det görs ofta med en snurrande metallskärare, kallad kvarn. Kvarnar kan användas för att skära fickor i järn eller stål, skapa färdiga ytor enligt strikta specifikationer och följa banor som är programmerade i sin dator så att de kan bearbeta stora ytor i timmar utan att stanna.
Notera i figuren ovan de rundade hörnen på fickan som bearbetas. Såvida det inte finns något slut - ett sätt för att fräsens väg ska hindras när den tas bort eller går vidare till nästa operation - avrundas hörnen till samma radie som skäret. Dessa verktyg kan inte skapa fyrkantiga hörn, men det finns trådförbränningsverktyg och andra alternativ för att göra det.
Core Design
Detta hänvisar till de metoder som ingenjörer använder för att lätta metall. Det vill säga ett fast järnblock kunde kärnas (lättas genom att ta bort en del av järnet), så länge det inte äventyrar järnets styrka inuti formen. De två fördelarna med att utforma en matris med en intelligent kärnplan (många gånger för att uppfylla standarder som tillhandahålls av den enhet som begärde delen) är järnkostnadseffektivitet och känslighet för formvikten.
Tom ritning
Detta är den operation som utförs av dragmunstycken. Dessa formar är normalt den första eller andra formen i någon formuppställning. Ett oformat plåtämne laddas i munstycket och formas enligt specifikationerna som tillhandahålls i deldatafilen. Dragformar använder tryck för att bilda metall. En flytande nedre dyna, som drivs av ett trycksystem under den, är en integrerad del av alla dragdrag.Denna kudde kan användas för att forma metallen mot den övre stansen eller den kan användas som en "ring" för att greppa metallen när stansen faller ner och bildar den.
Trim Die
Denna typ av form är utformad med fokus på att trimma bort oönskad metall av en del. Trimmor kan implementeras för att trimma ut stora hål, som fönsteröppningar. Trimning till en färdig trimlinje görs ibland med mer än en trimform i lineupen. Designers kommer att göra sitt bästa för att göra alla större trimningsoperationer på en gång, men ibland är det bara inte möjligt.
Det finns tre grundläggande trimtyper:
- Grov trimning: Skär bort material för att få effektivitet eller åtkomst i nästa operation, den sista trimningen.
- Slutlig beskärning: Detta är operationen där delen trimmas till sin slutliga form.
- Trimning av interiören: Normalt mer involverad och kräver en planeringsplan för trimstål, detta är att klippa ut öppningar som är placerade inuti den sista trimlinjen.
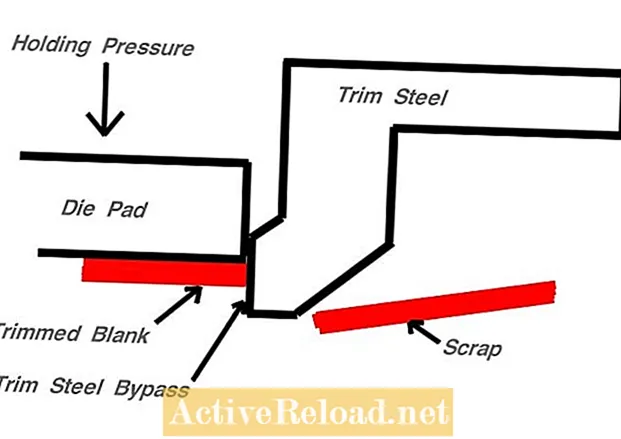
Trimstål
Dessa hanterbara stålkomponenter har en monteringsyta och ett trimblad. Bladen monterade på en övre matris eller kam fungerar som toppen av en sax. När de förs ner på metallen möter de ett nedre stål som fungerar som underkäken på en sax. Stålen matas in något i metallen, tillräckligt för att kringgå dess metalltjocklek. Plåten som faller bort från trimlinjen efter trimning kallas skrot.
Pierce utrustning
När mindre öppningar, som runda eller fyrkantiga hål, krävs i en panel används en munstans (monterad i en formhållare, som i sin tur är monterad på en stängande matrisyta). Dessa härdade stålstansar kan slipas så att en enda stansning kan överleva hela stansningen, ibland tiotusentals slag. Pierce-utrustning hänvisar normalt till hankontakten, den kvinnliga dysknappen och monteringshållarna.
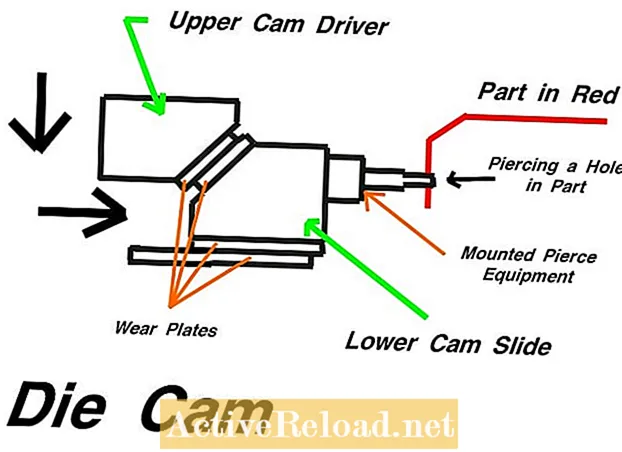
Die Cam
Detta är en mekanisk anordning (se diagram nedan) som gör att en formoperation kan utföras på ett annat sätt än rakt upp och ner. En vinkelyta kan bearbetas på en forms yta för att rymma en kamglidning, hälften av kammen som faktiskt kan röra sig på ett mer horisontellt sätt. Kamförarens vinkelyta stängs på kamens glidyta, vilket får den nedre halvan att glida i en given riktning. Ett stans, till exempel monterat på kamens glidytas yta, kan pressas framåt av kamdrivanordningen så att den stansar ett hål horisontellt i plåt.
Uppenbarligen kommer de som har intresse av formdesign att lära sig mer avancerade formprocesser att de kommer att utsättas för mer och mer ny terminologi. Eftersom deltillverkning kräver så många människor inom olika hantverk att engagera sig, finns det en möjlighet för de mer ambitiösa att lära sig inte bara ordförrådet inom sitt eget område utan också i var och en av de kompletterande processerna.
En väl avrundad tillverkningstekniker kommer att förstå den resa en plåtämne tar för att komma till den färdiga produkten. Maskinerna som byggts för att tillverka dessa delar går igenom en process lika värdefull för ingenjören som vill samtala om tillverkning av delar på alla nivåer.
Den här artikeln är korrekt och sant så vitt författaren vet. Innehållet är endast av informations- eller underhållningssyfte och ersätter inte personlig rådgivning eller professionell rådgivning i affärsmässiga, ekonomiska, juridiska eller tekniska frågor.
Frågor
Fråga: Vad är en "Jalicoal" -vaktare? Jag har ingen aning om hur jag ska stava det. Jollicko?
Svar: Företaget heter Jolico. Du kan hitta och beställa deras keeperblock i deras standardbok.

")